Introduction
Additive manufacturing (AM) refers to a number of processes where objects, commonly designed in 3D computer software (Computer Aided Design or CAD), are formed by the addition of material, usually layer by layer.
Traditionally, objects are often made by a material being cut down and/or shaped in a series of manufacturing steps. Additive manufacturing is the polar opposite and, instead, products are made solely by the addition of material. This allows for complex shapes to be formed that would otherwise be impossible or hard to produce, allowing design to be more flexible. For example, shapes that would have needed multiple sections to be joined, such as hollow shapes, can now be printed. By removing the need for joins, printed objects avoid potentially weaker sections that arise from joining methods. In addition, AM has benefits for pre-production, allowing for scale models to be produced quickly and with little cost. This is commonly referred to as Rapid Prototyping.
AM is often known as 3D printing. However, specifically, 3D printing is just one type of AM, referring generally to methods in which material is deposited in layers by a nozzle. This isn’t the case for all AM methods.
Manufacturing Steps in AM
Production of any AM build must go through a series of steps, listed below. These are:
- Produce a CAD Model
- Slicing
- Conversion to print instructions
- Printing
- Post processing
(Gibson, Additive manufacturing technologies)
CAD, or Computer Aided Design, is any software that allows a designer to quickly produce 3D models of an object. An example image of CAD software is shown below.
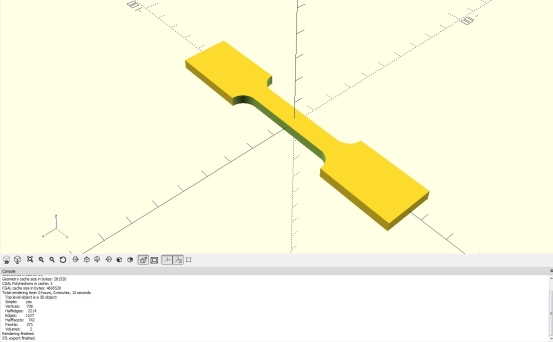
Screenshot of OpenSCAD CAD software, used to design a dog-bone tensile test sample
These 3D models are useless to a printer, however, as they only describe a geometrical shape. A printer must be given instructions a layer at a time to print the model. Therefore, the next step is to convert the model into a series of cross sections using a “slicer”. A slicer is software that breaks down 3D models into a series of 2D cross sections in a process known as “slicing”. Slicing software can also automatically generate support structures that are needed for a print. Options will be available to change properties to the print, such as print speed and layer thickness.
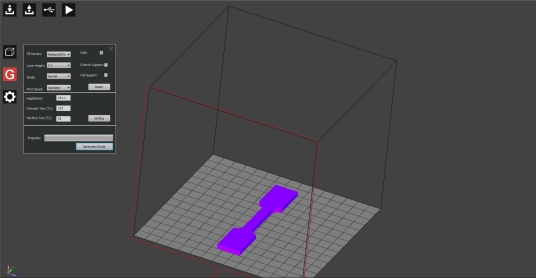
Slicing software, DoraWare. Slicer about to generate code to produce dog-bone tensile test sample.
Once this is done, the slicer can export code as a series of instructions to the printer that tells the printer the movements needed to print each layer. Now, given step by step by step instructions, the printer will execute each step and print the model. These instructions can be viewed in software such as GCode viewer (GCode being the code used to instruct a printer, action by action).
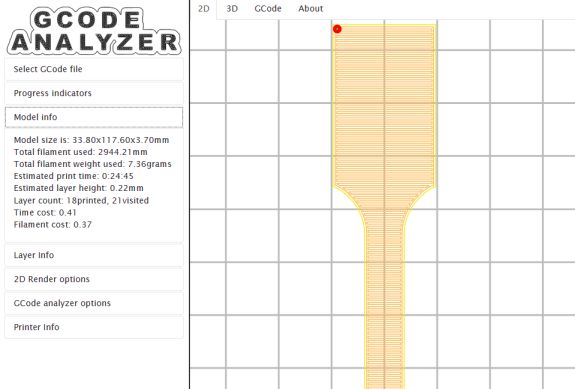
GCode viewer (http://gcode.ws/ showing how the printer will print a specific layer of a tensile test sample
The video below shows a printer in action, printing the tensile test sample. To increase the likelihood of a successful print, the slicing software has added a “raft” support structure. This will be the first thing printed onto the print bed. 1st layers have a habit of being uneven or not sticking to the print bed well. Rafts counteract this, helping the print stay grounded as they connect to the bed over a large area.
Video of fused deposition modelling printer printing dog-bone test sample with a 'raft' for support.
However, the manufacturing isn’t complete. Most prints require further steps after printing, known as post-processing, before being ready for use. Commonly, this involves the removal of support structures(additional structures printed that support the object as it’s printed) and potential smoothing of surfaces, as prints can have poor surface finish.
How the printing is done and necessary post-processing can vary depending on printer type. The following sections describe and explore the benefits and weaknesses of various AM methods currently used in industry with a focus on polymer AM.