NonCommercial-ShareAlike 4.0 International
https://creativecommons.org/licenses/by-nc-sa/4.0/
Click on different parts of the machine to find out about the continuous casting process.
Ladles carry molten metal to the tundish, which continuously pours the liquid into the mould, where it solidifies. The structure of the tundish gives a constant pouring rate into the mould. The temperature at which the metal is delivered to the tundish is important. If it is too hot the solid shell formed by the mould will not be thick enough and a breakout will occur during secondary cooling. Too cold, and the metal may freeze in the tundish.
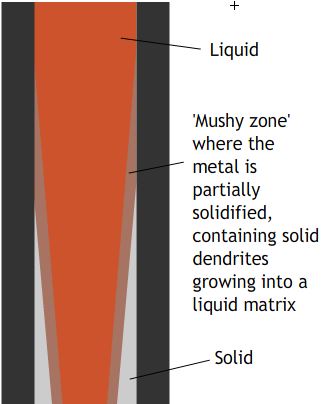
Molten metal is poured from the tundish into the mould, which oscillates rapidly up and down, to release the metal as it solidifies inwards from the edges under primary cooling from the mould walls, which may be water cooled. A powder lubricant is used to prevent the metal from sticking to the mould, and to remove impurities (slag). An outer shell of solid passes from the bottom of the mould, surrounding a 'mushy zone', with the centre remaining liquid.
The solid shell is passed through rollers to take it to a horizontal path. If the curvature is too great, or the solid shell too thin, a break out of molten metal through the solid shell could occur at this point. The speed of the rollers is matched to the pouring rate to keep the level of the liquid in the mould constant. Secondary cooling by a water spray thickens the solid shell, and eventually completes solidification.
A torch cutter is used to slice the metal into billets, bloom, or slabs (depending on the machine), which are further processed to make other intermediate metallic forms used in manufacturing.