Drawing
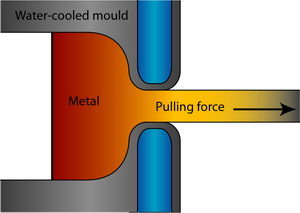
Drawing is the pulling of a metal piece through a die by means of a tensile force applied to the exit side. A reduction in cross-sectional area results, with a corresponding increase in length. A complete drawing apparatus may include up to twelve dies in a series sequence, each with a hole a little smaller than the preceding one. In multiple-die machines, each stage results in an increase in length and therefore a corresponding increase in speed is required between each stage. This is achieved using “capstans” which are used both to apply the tensile force and also to accommodate the increase in the speed of the drawn wire. These speeds may reach 60 ms–1.
Dies must be very hard so they tend to be made from steel or chilled cast iron. However, tungsten carbide and even diamond are increasingly used because of their greater ability to retain shape. A typical lubricant used for drawing is tallow, a soap/fat paste-type material that has a formulation of 5 wt% soap, 25 wt% oil, 25 wt% water, and 45 wt% solids.
Drawing
Metals can be formed to much closer dimensions by drawing than by rolling. Shapes ranging in size from the finest wire to those with cross-sectional areas of many square centimetres are commonly drawn. Larger artefacts may be drawn to square, round and even irregular cross sections. Drawn products include wires, rods and tubing products. Large quantities of steel and brass are cold drawn. Seamless tubing can be produced by cold drawing when thin walls and very accurate finishes are required.