Forging
In this operation, a single piece of metal, normally hot, is deformed mechanically by the application of successive blows or by continuous squeezing. Forged articles range in size from nuts and bolts, hip replacement prostheses and crankshafts to (traditionally) gun barrels. Most engineering metals and alloys can be forged readily and include most steels, aluminium and copper alloys and certain titanium alloys including 6-4 (Ti-6 wt.%Al-4 wt%V) and 6-2-4-2 (Ti-6 wt.%Al-2 wt.%Sn-4 wt.%Zn-2 wt.%Mo). Strain-rate and temperature-sensitive materials, such as magnesium and nickel based superalloys, may require more sophisticated forging processes such as radial forging. Forged articles have excellent mechanical properties, combining fine grain structure with strengthening through strain hardening.
Closed Die
Closed-die forging
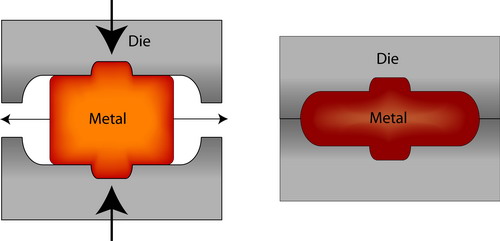
A force is brought to bear on a metal slug or preform placed between two (or more) die halves. The metal flows plastically into the cavity formed by the die and hence changes in shape to its finished shape. Examples of the machinery used include hydraulic presses, mechanical presses and hammers.
CLOSED DIE FORGING
Reproduced from Materials Selection and Processing CD, by A.M.Lovatt, H.R.Shercliff and P.J.Withers.
Possible geometries range from simple spherical blocks and discs to intricate components incorporating thin webs, holes, cavities, pockets and ribs. As metal flow is restricted by the die contours, closed-die forging can produce complex shapes and higher tolerances than the shapes and tolerances achieved using open-die forging processes.
Open Die
Open-die forging
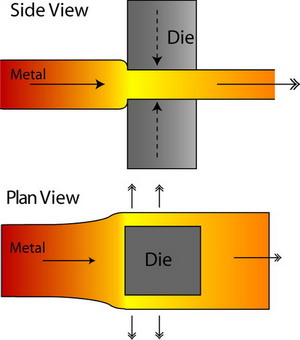
Open-die forging is performed between flat dies with no pre-cut profiles. The dies do not confine the metal laterally during forging. Deformation is achieved through movement of the workpiece relative to the dies. Parts up to thirty metres in length can by hammered or pressed into shape in this way. Open-die forging comprises many process variations, enabling an extremely broad range of shapes and sizes to be produced. Unlike rolling operations, which generally produce continuous plates, sheets, strip, or various structural cross-sections, forging operations produce discrete parts.
In addition to round, square, rectangular, hexagonal bar and other basic shapes, open-die processes can produce:
- Spindles or rotors, whose diameter increases or decreases at multiple locations along the longitudinal axis.
- Hollows cylindrical in shape, usually with length much greater than the diameter of the part.
- Ring-like parts resembling washers or approaching hollow cylinders in shape, depending on the height:wall thickness ratio.