Wear - introduction
Wear is the deformation and removal of material from its original position on a surface as a result of mechanical action of another surface and/or particles. In general material is removed from a softer surface by a harder surface.
There are two main categories for types of wear process, sliding wear and wear by hard particles. The distinction between the two is not sharp, and there will almost always be a degree of both occurring.
Sliding wear occurs when two solid bodies slide over each other. One or both of the surfaces will suffer wear. An example is tyres in contact with road. Lubrication can dramatically reduce wear rates. Strong interfacial bonds form across asperity junctions. When two dissimilar metals slide against each other the asperity junctions formed are stronger than the weaker of the two metals. This leads to the plucking out of fragments of the softer metal, giving rise to severe wear of the softer metal.
Wear by hard particles can be roughly broken down into abrasion and erosion. In three-body abrasive wear material is removed or displaced from a surface by hard particles rolling between two surfaces ((b) below). In two-body abrasion wear is caused by hard protuberances on one of the surfaces ((a) below). In erosion, wear is caused by hard particles striking the surface, either carried by a gas stream or entrained in a flowing liquid. More hard particles may be generated by this process, or by sliding wear, which can result in increasing rates of wear. Abrasion and erosion can be useful in some circumstances, for example grinding and polishing samples for metallographic examination.
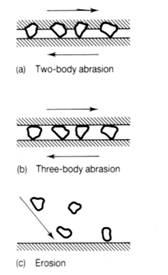
Diagram illustrating abrasion and erosion (Tribology : friction and wear of engineering materials.
Ian M. Hutchings, London : Edward Arnold, 1992, p. 133).
Sliding wear
Click here to find the derivation of the Archard equation, an equation that can be used to deduce the severity of sliding wear, from a simple model.>
The Archard equation is
\(Q = \frac{{KW}}{H}\)
where Q is the total volume of wear debris produced per unit distance moved, H is the indentation hardness, W is the total normal load and K is a dimensionless constant of proportionality.
From the above equation it is apparent that wear increases linearly with the contact load, K is a measure of the severity of wear and hard materials wear less than soft materials.
There is little correlation between K and μ. Furthermore, the simple model does not tell us anything about the mechanism of material removal.
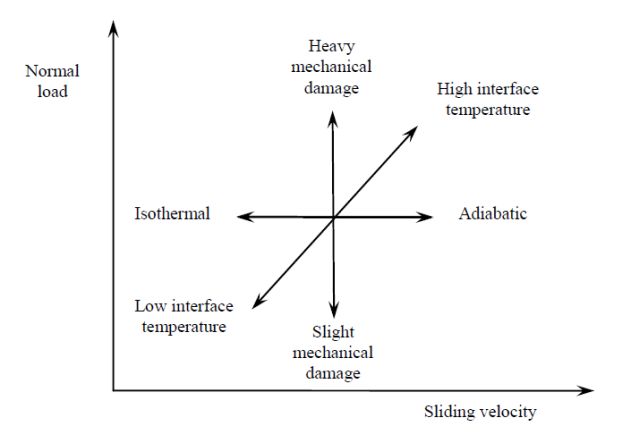
Sliding wear – extent of wear:
- Increasing the load leads directly to higher stresses, which results in greater wear.
- Sliding velocity determines the relative rate of heat conduction away from the surface. At low sliding velocity, the heat generated (due to friction) will be relatively rapidly conducted away so the interface temperature stays low (isothermal). At high velocity, only limited heat conduction can occur, so interface temperature increases and the conditions are adiabatic.
- High interface temperatures increases reactivity of the surfaces, causing rapid growth of oxide films. It also reduces the mechanical strength of asperities and may even cause melting in extreme cases.
Sliding wear – mechanisms
Wear is a complex process involving a number of different mechanisms. The dominant mechanism depends on the conditions - this is shown on the graph below.
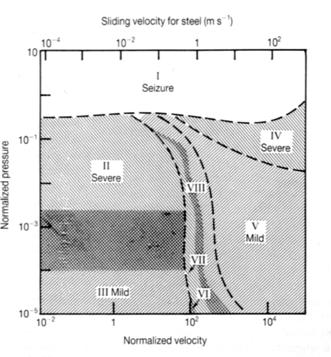
Wear regime map for the sliding of steel on steel (from S.C. Lim and M.F. Ashby, ‘Overview no. 55. Wear-mechanism maps’, Acta Metall. 35, 1-24 (1987)). This is similar for most metals. Eight distinct regimes are identified in this map:
Regime I: Very high contact pressure. Gross seizure of the surfaces: catastrophic growth of the asperity junctions occurs, leading to the real area of contact becoming equal to the apparent area.
Regime II: High loads and relatively low sliding velocity. Penetration of the thin native surface oxide film occurs, leading to high wear rates and metallic debris. Thermal effects are negligible as the sliding velocity is low.
Regime III: Lower loads than regime II, resulting in the oxide not being penetrated. Wear is mild because only oxide debris is formed.
Regime IV: High loads and sliding speeds. Melting occurs as frictional power dissipation is high and thermal conduction is ineffective at removing heat from the interface. The wear rate is high, with metal being removed as metallic droplets.
Regime V: Low contact pressure but high sliding speed. The interface temperature is still high but below the melting point so surface oxidation occurs rapidly. Wear is mild because the debris is oxide.
Regime VI: Hot-spots at asperity contacts occur, causing local oxide growth. Wear debris is from this oxide layer spalling.
Regime VII: Metallic contact occurs at asperities (despite the ability of oxide to grow), leading to severe wear through the formation of metallic debris.
Regime VIII: Martensite forms at the interface through local heating of asperities followed by quenching through heat conduction into the bulk. This provides local mechanical support of the oxide film because martensite has a high strength, helping to reduce the degree of wear. Wear occurs by the formation of oxide debris.
Boundaries on this map are not sharp – they are broad and there is overlap between the regimes.